Introduction
Lake Winn Resources Corp. continues to solidify its position as a trailblazer in Canada’s mineral exploration industry, with a focus on the development of critical minerals, including lithium and gold. With a growing portfolio of high-potential projects across the Northwest Territories and Manitoba, the company is actively contributing to advancements in clean energy solutions and sustainable mining practices.
Driving the Transition to Critical Minerals
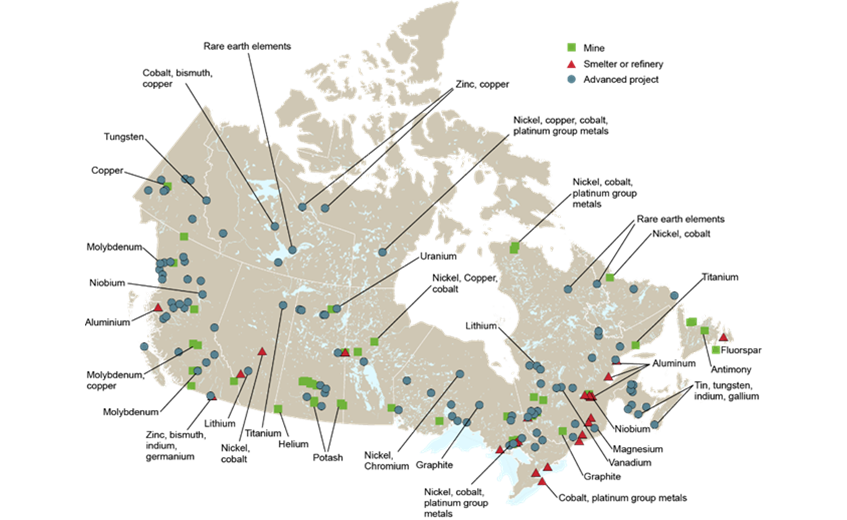
The global shift toward renewable energy and sustainable technologies has underscored the importance of critical minerals like lithium and gold. Lake Winn Resources is strategically aligning its exploration efforts to meet this demand, targeting resources integral to energy storage, electronics, and green infrastructure.
Key Projects and Recent Milestones
- Little Nahanni Pegmatite Project — Northwest Territories This flagship project spans 9,682.5 hectares within the renowned Little Nahanni Pegmatite Group, a prolific lithium-bearing pegmatite dyke swarm. Key developments include:
- Government Support: Lake Winn has secured $400,000 in government grants, including $192,000 from the Northwest Territories Mining Incentive Program, to advance exploration.
- Exploration Success: Early-stage investigations have identified high-grade lithium concentrations, positioning the project as a cornerstone for future development.
Lake Winn Resources plans to implement cutting-edge geophysical techniques in 2024 to map previously unexplored zones within the Little Nahanni project. This initiative aims to uncover deeper lithium-bearing pegmatites.
- Cloud Project — Manitoba Comprising eight mining claims in a historically gold-rich region, the Cloud Project has demonstrated strong potential for resource development:
- Strategic Acquisition: Lake Winn’s structured agreement involving cash payments and share issuances has strengthened its claim portfolio.
- Encouraging Results: Initial drilling campaigns have revealed valuable gold intersections, with plans to expand exploration activities.
- Quartz Project — Manitoba Located near the Reed Lake and Four Mile Island VMS deposits, the Quartz Project is another high-priority gold exploration initiative. Highlights include:
- Historical Intersections: Previous drilling has reported intercepts as high as 19.9 g/t Au.
- Future Exploration: The company is preparing to drill test the entire 1.45 km conductor to explore extensions of the known gold zones.
Lake Winn is collaborating with local academic institutions to integrate advanced AI-driven exploration methods, improving efficiency and precision in identifying mineral targets.
Financial and Strategic Developments
Funding Success: Lake Winn Resources has raised substantial capital through private placements, including $184,000 in an initial tranche. These funds are critical to advancing exploration and sustaining project momentum.
Spin-Out Strategy: The company is progressing with plans to spin out its Cloud and Quartz properties into Gold Winn Resources Corp., a new exploration-focused entity. This strategic move will:
- Enhance operational efficiency by separating lithium and gold exploration efforts.
- Sharpen focus on high-grade projects aligned with global market demand.
Vision for the Future
Lake Winn Resources’ innovative approach, combined with strong government support and a diversified project portfolio, positions the company as a leader in Canada’s mining sector. With lithium poised to play a pivotal role in energy storage technologies and gold’s enduring value as a safe-haven asset, the company’s dual focus ensures long-term growth potential.
As part of its sustainability commitment, Lake Winn is exploring partnerships with renewable energy companies to integrate clean energy solutions into its operations. This initiative aligns with global ESG standards, further enhancing the company’s reputation as a responsible mining entity.
Conclusion
Lake Winn Resources Corp. is more than a mineral exploration company—it’s a catalyst for sustainable innovation in the mining industry. With a focus on critical minerals, strong financial backing, and an adaptive strategic vision, the company is poised to make significant contributions to the global transition toward clean energy and technological advancement.
YOUR NEXT STEPS
Visit $LWR HUB On AGORACOM: https://agoracom.com/ir/LakeWinnResources
Visit $LWR 5 Minute Research Profile On AGORACOM: https://agoracom.com/ir/LakeWinnResources/profile
Visit $LWR Official Verified Discussion Forum On AGORACOM:
https://agoracom.com/ir/LakeWinnResources/forums/discussion
DISCLAIMER AND DISCLOSURE
This record is published on behalf of the featured company or companies mentioned (Collectively “Clients”), which are paid clients of Agora Internet Relations Corp or AGORACOM Investor Relations Corp. (Collectively “AGORACOM”)
AGORACOM.com is a platform. AGORACOM is an online marketing agency that is compensated by public companies to provide online marketing, branding and awareness through Advertising in the form of content on AGORACOM.com, its related websites (smallcapepicenter.com; smallcappodcast.com; smallcapagora.com) and all of their social media sites (Collectively “AGORACOM Network”) . As such please assume any of the companies mentioned above have paid for the creation, publication and dissemination of this article / post.
You understand that AGORACOM receives either monetary or securities compensation for our services, including creating, publishing and distributing content on behalf of Clients, which includes but is not limited to articles, press releases, videos, interview transcripts, industry bulletins, reports, GIFs, JPEGs, (Collectively “Records”) and other records by or on behalf of clients. Although AGORACOM compensation is not tied to the sale or appreciation of any securities, we stand to benefit from any volume or stock appreciation of our Clients.
In exchange for publishing services rendered by AGORACOM on behalf of Clients, AGORACOM receives annual cash and/or securities compensation of typically up to $125,000.
Facts relied upon by AGORACOM are generally provided by clients or gathered by AGORACOM from other public sources including press releases, SEDAR and/or EDGAR filings, website, powerpoint presentations. These facts may be in error and if so, Records created by AGORACOM may be materially different. In our video interviews or video content, opinions are those of our guests or interviewees and do not necessarily reflect the opinion of AGORACOM.